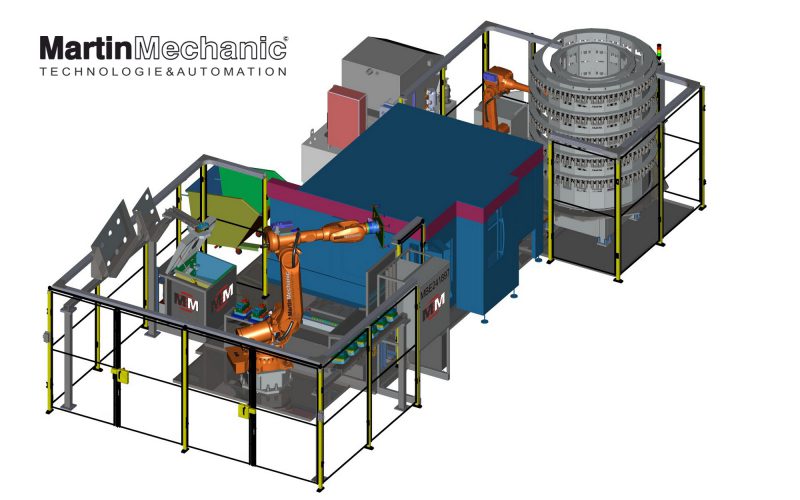
Vollautomatisiertes Fräsen macht das Bearbeitungszentrum MBE241894 bei einer Zykluszeit von acht Minuten möglich.
Bild: MartinMechanic
Automobilindustrie: Alle acht Minuten ist ein Anschlussblock fertig / Anlage von MartinMechanic läuft 28 Stunden völlig autark
Nagold (k-w). Voll automatisiert hat MartinMechanic die Bearbeitung von Anschlussblöcken für die Automobilindustrie. Das Roboter-Teilehandling und das Standard-Werkzeugmagazin MEM6384 von Martin Systems wurden so perfekt an ein Dreh-Fräszentrum angedockt, dass es 28 Stunden völlig autark seinen Auftrag ausführen kann. Und das auf zwei Spannvorrichtungen gleichzeitig.
Auf diese Weise wird eine Zykluszeit von acht Minuten erreicht. Mithilfe eines Handling-Roboters vom Typ ABB IRB 6640, einer großen Anzahl unterschiedlicher Werkzeuge und dank der Flexibilität in der Bearbeitung können 27 unterschiedliche Varianten mit der MBE241894 produziert werden. Bei einer Länge von 12 Meter benötigt die sechs Meter breite Gesamtanlage eine Stellfläche von mindestens 72 Quadratmeter.
Immer 216 Rohteile liegen auf einem Palettenstellplatz in acht Reihen bereit. Nacheinander holt der Roboter, der über eine Spannweite von 280 Zentimeter verfügt und bis zu 185 Kilogramm stemmen kann, zwei unbearbeitete Teile am Palettenstellplatz ab. Er legt sie in die Ausrichtstation ein, um die richtige Position für die Spannvorrichtung zu finden. Nach der Bearbeitung der ersten Spannung wendet er die Halbteile; sind die Teile fertig, legt er sie wieder auf dem dafür vorgesehenen Palettenstellplatz ab. Bis sie fertig bearbeitet sind, durchlaufen die Anschlussblöcke sieben Stationen. Für all diese Arbeitsabläufe benötigt der Roboter vier unterschiedliche Greifer, die er ständig selbstständig wechselt. Dazu bedient er sich im Greiferbahnhof.
Hat er eine Spannvorrichtung bestückt, wird ihr Schraubstock über eine elektrisch angetriebene Spindel gespannt. Anschließend legt der Roboter auch eine zweite Spannvorrichtung in die Umspannstation ein und setzt die Schraubspindel wiederum in Gang. Dann werden die Spannvorrichtungen mit den zu bearbeitenden Werkstücken in das Dreh-Fräszentrum eingelegt.
Das Fräszentrum schließt sich automatisch und die Teilebearbeitung kann gestartet werden. Damit der Anschlussblock von allen Seiten gefräst werden kann, befördert ihn der Roboter auch noch zu einer Wendestation. Nacheinander wandern die fertig bearbeiteten Teile zur Reinigungsstation, wo sie mit Druckluft abgeblasen werden. Danach geht’s in ein Ultraschall-Reinigungsbad.
Große Flexibilität in der Bearbeitung verleiht dem Dreh-Fräszentrum das Werkzeugmagazin von MartinSystems, dessen eigene SPS-Steuerung mit dem Dreh-Fräszentrum kommuniziert und die Werkzeugdatenverwaltung managt. Auch hier ist ein Roboter im Einsatz, der den Stangenlader des Fräszentrums mit bis zu 2500 Werkzeugen bestücken kann.
Die Bedienung des Teilehandlings erfolgt über ein fest angeordnetes 15 Zoll Panel. Die Realisierungsdauer bis zur Inbetriebnahme beim Kunden dauerte gerade einmal acht Monate. Diese wurde jedoch erst durch die Verwendung des patentierten Standard-Werkzeugmagazins von Martin Systems möglich.
Weitere Infos: www.MartinMechanic.com.
Prinzipiell alles aus einer Hand
MartinMechanic ist ein von Friedrich Martin gegründetes mittelständisches Unternehmen, das seit über 50 Jahren Standard- und Sonderanlagen plant und baut. Heute wird der Familienbetrieb in Nagold erfolgreich von seinen Söhnen Claus und Frank Martin geführt. Das Spektrum realisierter Lösungen reicht von kleinen Vorrichtungen bis hin zu komplexen Anlagen. Das Alles-aus-einer-Hand-Prinzip der schwäbischen Tüftler beinhaltet sowohl Projektierung und Konstruktion als auch Teilefertigung, Schlosserei und Steuerungsbau sowie die mechanische und elektrische Inbetriebnahme. Vor ihrer Auslieferung durchläuft jede Anlage einen umfassenden Testlauf bei MartinMechanic unter realitätsnahen Bedingungen. Die weltweiten Kunden vertrauen auf gute technische Lösungen, die sauber umgesetzt werden, verbunden mit einem optimalen Service.