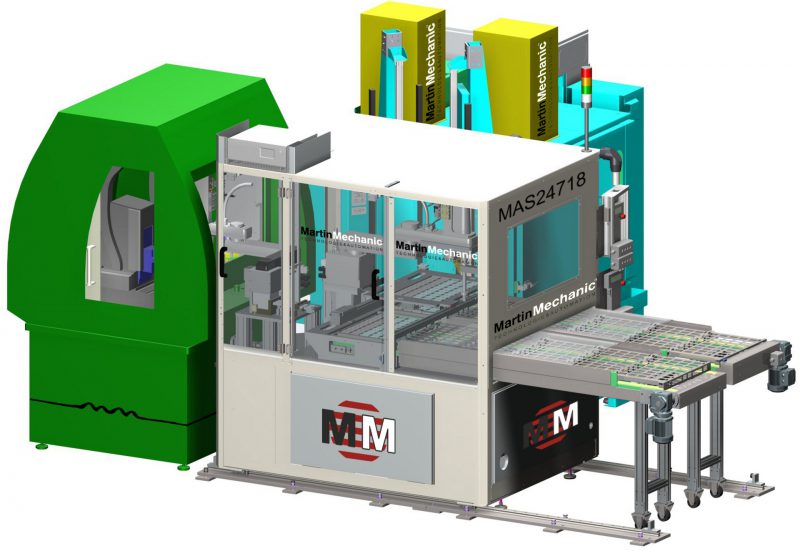
So gut wie neu ist die Arbeitszelle MAS24718 von MartinMechanic, die bei der Bearbeitung von Aluminiumgehäusen für die industrielle Elektronikfertigung im Einsatz ist.
Bild: MartinMechanic
Elektronikindustrie: Wie eine Arbeitszelle den Produktionsanforderungen angepasst wird / Hohe Investitionskosten und Entwicklungszeit gespart
Nagold (k-w). Aus alt mach neu: Dass dieser Grundsatz auch im Anlagenbau Sinn machen kann, beweist MartinMechanic mit der Generalüberholung einer Arbeitszelle, die schon acht Jahre hervorragende Dienste leistet. Das wäre wohl auch noch eine Weile so geblieben, wenn der Aufgabenbereich für die beiden Scara-Roboter nicht erweitert worden wäre.
Acht Jahre lang wurden mit Hilfe der Arbeitszelle die gleichen Aluminiumgehäuse bearbeitet, die nun ausgedient haben. Die Herausforderung für die Ingenieure bestand darin, die Anlage an die neuen Produktionsanforderungen für das Substitutionsprodukt im Premiumbereich anzupassen. Zusätzlich zur Besäumung der Gehäuse und zum Sandstrahlen galt es nun, auf Kundenwunsch zusätzlich eine dritte Station zur Laserbeschriftung in den Arbeitsablauf zu integrieren. Da die beiden eingesetzten Scara-Roboter XG600 vom Typ Omron sehr flexibel sind und sich mit geringem Aufwand an neue Fertigungsabläufe anpassen lassen, stellte das kein unlösbares Problem dar. Es musste nur der Ablauf geringfügig verändert und die neuen Positionen bestimmt werden.
Außerdem brauchten die Roboter neue, identische Doppelgreifer mit aktivem Hub, denn die Maße der Teile, die 60 Millimeter lang, 40 Millimeter breit und 25 Millimeter hoch sind, haben sich geändert. Auch die Aufnahmenester der Trays wurden an die neue Teilegeometrie angepasst. Und schließlich wurde für die Beschriftungsstation noch der Programmablauf in der SPS-Steuerung Siemens S1500 angepasst. Diese wird jetzt über das stationäre Panel TP700 bedient.
Summa summarum hat sich an der alten Anlage einiges geändert, der Großteil konnte jedoch beibehalten werden. Die sich ergebende Kostenersparnis für den Kunden in der industriellen Elektronikfertigung ist enorm. Mit der MAS24718 werden die Premium-Aluminiumgehäuse nun in einer Zykluszeit von 20 Sekunden bearbeitet. Auf der Oberseite weisen sie eine Vertiefung zur Aufnahme von Folientastaturen oder Frontplatten auf.
Die Teile werden auf Paletten angeliefert. Der Werker legt die Trays am manuellen Be- und Entladeplatz auf das Zutrageband. Diese werden vom ersten Roboter entladen. Je 40 Aluminiumgehäuse passen in ein Tray, welches über eine Z-Achse angehoben und dem ersten Roboter bereitgestellt wird. Eine Querachse schiebt das Tray anschließend zur Seite auf das Austrageband.
Im Innern der Anlage nehmen die Scara-Roboter jeweils den Teiletausch vor. Die Gehäuseteile, die von der angedockten Fräsmaschine nachbearbeitet werden müssen, werden in ein Shuttle eingelegt, das innerhalb der Fräsmaschine das Be- und Entladehandling übernimmt. Von dort greift sie der zweite Roboter auf, um sie in die Sandstrahlkabine ein- und nach der Bearbeitung wieder abzulegen.
Je nach Bedarf kann der Teiletausch bei der Sandstrahlanlage an der SPS-Steuerung an- oder abgemeldet werden. Ein vierter Teiletausch wird für das Laserbeschriften vorgenommen. Eingraviert werden Herstellerbezeichnung, Produktcharge und Artikelnummer. Diese Station verfügt über eine Absaugung, um Verschmutzungen direkt abzuleiten.
Immer wenn ein Tray abgearbeitet ist, wird es komplett gefüllt wieder aus der Anlage geschoben. Der Werker entnimmt es am Anschlag des Transportbandes von Hand, um es wieder sauber auf Paletten zu stapeln.
Die komplette Arbeitszelle lässt sich über Bodenführungen zur Seite schieben, damit der Werker sowohl die Fräsmaschine als auch die Sandstrahlanlage bei Bedarf auch von Hand bestücken kann. Bei der Rückführung in ihren eigentlichen Arbeitsbereich wird die MAS24718 über eine Konusaufnahme mit Verriegelungsbolzen fixiert. Eine Andockplatte dient der Anbindung des Sicherheitskreises mit Not-Aus-Knopf und Schutztürkreis. So sind im Produktionsbetrieb die Anlagen miteinander verbunden.
Weitere Infos:www.MartinMechanic.com.
3.771 Anschläge – Abdruck honorarfrei